
Электропривод токарных станков
 Для получения выгодной скорости резания на токарных станках следует иметь ее изменения в диапазоне от 80:1 до 100:1. При этом желательно иметь по возможности плавное ее изменение с тем, чтобы во всех случаях обеспечить наиболее выгодную скорость резания.
Для получения выгодной скорости резания на токарных станках следует иметь ее изменения в диапазоне от 80:1 до 100:1. При этом желательно иметь по возможности плавное ее изменение с тем, чтобы во всех случаях обеспечить наиболее выгодную скорость резания.
Диапазоном регулирования называется отношение максимальной угловой скорости (или частоты вращения) к минимальной, а для станков с поступательным движением отношение линейных скоростей максимальной к минимальной.
Для станков токарной группы , в которых главное движение является вращательным, требуется обычно постоянство мощности в большей части диапазона изменения скоростей и только в области малых скоростей — постоянство момента, равного наибольшему допустимому по условию прочности механизма главного движения. Малые частоты вращения предназначаются для специфических видов обработки: нарезания резьбы метчиками, обточки сварных швов и др.
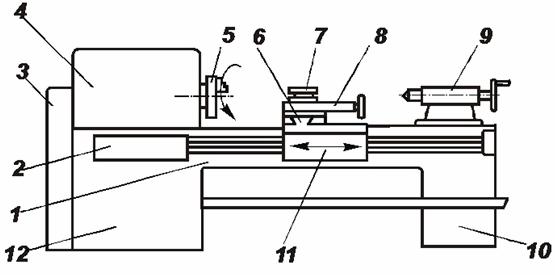
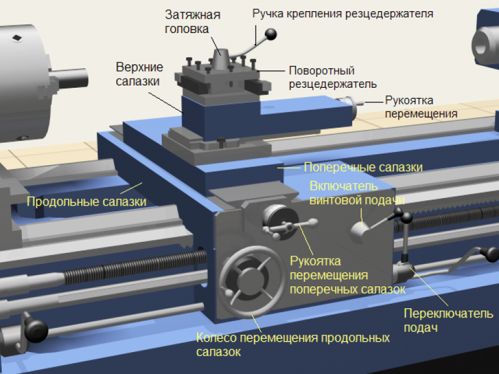
Устройство токарного станка:
В главных приводах токарных и карусельных станков широкого назначения малых и средних размеров основным типом привода является привод от асинхронного короткозамкнутого двигателя.
Асинхронный двигатель конструктивно хорошо сочетается с коробкой скоростей станка, надежен в эксплуатации и не требует специального ухода.
На токарных станках при постоянной частоте вращения шпинделя при изменением диаметра обработки dобр будет изменяться скорость резания, м/мин: vz = π х dобр х nшп/1000 Следовательно, частота вращения шпинделя станка определяется двумя факторами — диаметром do6p и скоростью резания vz. Рациональное использование станка требует изменения частоты вращения шпинделя при изменении технологических факторов.
Для наиболее полного использования режущего инструмента и станка обработка изделий должна производиться при так называемой экономически выгодной (оптимальной) скорости резания, которая при работе станка с соответствующей подачей и глубиной резания должна обеспечить обработку детали с необходимой точностью и чистотой поверхности при минимальных приведенных удельных затратах на обработку, производительность при этом будет несколько ниже наибольшей возможной.
 Ступенчатое механическое регулирование угловой скорости на токарных станках, осуществляемое переключением шестерен коробки скоростей, не обеспечивает для разных диаметров обработки наиболее выгодную скорость резания. Следовательно, станок при изменении диаметра обрабатываемой детали не может обеспечить высокую производительность. Кроме того, коробка скоростей представляет собой довольно сложную и громоздкую конструкцию, стоимость которой возрастает с увеличением числа ступеней.
Ступенчатое механическое регулирование угловой скорости на токарных станках, осуществляемое переключением шестерен коробки скоростей, не обеспечивает для разных диаметров обработки наиболее выгодную скорость резания. Следовательно, станок при изменении диаметра обрабатываемой детали не может обеспечить высокую производительность. Кроме того, коробка скоростей представляет собой довольно сложную и громоздкую конструкцию, стоимость которой возрастает с увеличением числа ступеней.
В токарных станках малых размеров пуск, остановка и изменение направления вращения шпинделя часто производятся с помощью фрикционных муфт. Двигатель при этом остается подключенным к сети и вращается в одном направлении.
Для главного привода некоторых токарных станков применяются многоскоростные асинхронные двигатели. Использование такого привода целесообразно, если оно приводит к упрощению коробки скоростей или когда требуется переключение скорости шпинделя на ходу. .
 Тяжелые токарные и токарно-карусельные станки , как правило, имеют электромеханическое ступенчато-плавное регулирование скорости главного привода с использованием двигателя постоянного тока.
Тяжелые токарные и токарно-карусельные станки , как правило, имеют электромеханическое ступенчато-плавное регулирование скорости главного привода с использованием двигателя постоянного тока.
Сравнительно простая коробка скоростей таких станков дает две — три ступени угловой скорости, а в интервале между двумя ступенями осуществляется в диапазоне (3 — 5) : 1 плавное регулирование угловой скорости двигателя изменением его магнитного потока. Это, в частности, обеспечивает возможность поддерживать постоянство скорости резания при точении торцевых и конусных поверхностей.
Плавность регулирования определяется соотношением скоростей на двух соседних участках регулирования. Плавность регулирования в значительной степени влияет на производительность станка, так как оптимальная скорость резания зависит от твердости обрабатываемого материала, свойств материала и геометрии режущего инструмента, а также от характера обработки. На одном и том же станке могут обрабатываться детали разных размеров, из различных материалов и различными инструментами, что является причиной изменения режимов резания.
Особенность электропривода токарно-карусельных станков является большой момент сил трения в начале пуска (до 0,8 Мном) и значительный момент инерции планшайбы с деталью, превышающий на высоких механических скоростях в 8 — 9 раз момент инерции ротора электродвигателя. Применение в этом случае электропривода постоянного тока обеспечивает плавный пуск с постоянным ускорением.
В цехах машиностроительных заводов обычно нет сети постоянного тока, поэтому для питания двигателей тяжелых станков устанавливают отдельные преобразовательные устройства: электромашинные (система Г — Д) или статические (система ТП — Д).
Бесступенчатое электрическое регулирование скорости (двухзонное) применяют при автоматизации станков со сложным циклом работы, что позволяет легко переналаживать их на любые скорости резания (например, некоторые токарно-револьверные автоматы).
 Бесступенчатое электрическое регулирование скорости главного привода используется также для некоторых прецизионных токарных станков. Но во всех этих случаях диапазон регулирования скорости при постоянстве мощности нагрузки не превышает (4 — 5) : 1, в остальной части диапазона регулирование ведется при постоянстве момента нагрузки.
Бесступенчатое электрическое регулирование скорости главного привода используется также для некоторых прецизионных токарных станков. Но во всех этих случаях диапазон регулирования скорости при постоянстве мощности нагрузки не превышает (4 — 5) : 1, в остальной части диапазона регулирование ведется при постоянстве момента нагрузки.
Привод подачи небольших и средних токарных станков чаще всего осуществляется от главного двигателя, что обеспечивает возможность нарезания резьбы. Для регулирования скорости подачи применяются многоступенчатые коробки подач. Переключение ступеней производится вручную или с помощью электромагнитных фрикционных муфт (дистанционно).
В некоторых современных тяжелых токарных и карусельных станках для привода подачи используется отдельный широкорегулируемый электропривод постоянного тока. Угловая скорость двигателя изменяется в диапазоне до (100 — 200) : 1 и более. Привод выполняется по системе ЭМУ — Д, ПМУ — Д или ТП — Д.
Для вспомогательных приводов токарных станков (ускоренное перемещение каретки суппорта, зажима изделия, насоса охлаждающей жидкости и др.) применяются отдельные короткозамкнутые асинхронные двигатели.
На. современных токарных, токарно-винторезных и револьверных станках широко применяется автоматизация вспомогательных движений, а также дистанционное управление механизмами станка.
Электропривод токарно-винторезного станка 1К62
Привод шпинделя и рабочей подачи суппорта осуществлен от асинхронного короткозамкнутого двигателя мощностью 10 кВт. Регулирование угловой скорости шпинделя производится переключением шестерен коробки скоростей с помощью рукояток, изменение продольной и поперечной подач суппорта.- переключением шестерен коробки подач также посредством соответствующих рукояток.
Для быстрых перемещений суппорта служит отдельный асинхронный двигатель мощностью 1,0 кВт. Включение и выключение шпинделя станка, а также его реверсирование производится с помощью многодисковой фрикционной муфты, которая управляется двумя рукоятками. Включение механической подачи суппорта в любом направлении производится одной рукояткой.
Электропривод токарно-револьверного станка 1П365
Особенностью токарно-револьверных станков является автоматическое переключение скорости шпинделя и подачи без остановки станка, которое производится с помощью электромагнитных муфт, встроенных в коробку скоростей и коробку подач.
Привод шпинделя токарно-револьверного станка 1П365 осуществлен от асинхронного двигателя мощностью 14 кВт, второй двигатель мощностью 1,7 кВт приводит во вращение насос гидросистемы, а также используется для получения быстрого продольного перемещения двух суппортов станка. В станке имеется также насос охлаждения мощностью 0,125 кВт.
Угловая скорость шпинделя регулируется ступенчато от 3,4 до 150 рад/с. Передвижение блоков шестерен в коробке скоростей производится гидродилиндрами. В коробке скоростей находится также фрикцион, состоящий из двух муфт: одной — для включения прямого (правого) вращения шпинделя, другой — для обратного (левого) вращения. Включение этих муфт осуществляется гидроцилиндром, золотник которого соответственно переводится при помощи электромагнитов. Муфты соединяют вал электродвигателя шпинделя с коробкой скоростей.
Для быстрой остановки шпинделя в коробке скоростей предусмотрен гидравлический тормоз, управление которым осуществляется через специальный гидрозолотник с помощью электромагнита.
Подача суппортов осуществляется от главного привода. Скорость подач регулируется механически переключением блоков шестерен в коробке подач при помощи гидроцилиндров. Установка нужных скоростей шпинделя и подач производится с помощью рукояток гидропереключателей, находящихся на фартуках суппортов и воздействующих на гидрозолотники соответствующих гидроцилиндров.
Все органы управления электроприводами станка находятся на пульте, помещенном на передней панели коробки скоростей.
Электропривод токарно-карусельного станка модели 1565
 Планшайба станка получает вращение от двигателя постоянного тока (Рном = 70 кВт, Uном = 440 В, n ном = 500 об/мин, nmax = 1500 об/мин) через клиноременную передачу, двухступенчатую коробку скоростей с ручным переключением шестерен и коническую передачу.
Планшайба станка получает вращение от двигателя постоянного тока (Рном = 70 кВт, Uном = 440 В, n ном = 500 об/мин, nmax = 1500 об/мин) через клиноременную передачу, двухступенчатую коробку скоростей с ручным переключением шестерен и коническую передачу.
Регулирование частоты вращения планшайбы производится в пределах от 0,4 до 20,7 об/мин. Угловая скорость электродвигателя может регулироваться изменением напряжения на якоре в диапазоне D = 5,7 и током возбуждения в диапазоне D = 3. Привод подачи суппортов — от главного двигателя через коробку подач — обеспечивает 12 подач в пределах от 0,2 до 16 мм/об.
Тиристорный электропривод токарно-карусельного станка представляет собой замкнутую систему автоматической стабилизации скорости с отрицательной обратной связью, реализуемой с помощью тахогенератора .
Для сокращения времени остановки планшайбы в токарно-карусельном станке используется электрическое торможение главного привода. При этом меняется полярность напряжения управления и двигатель переводится в генераторный режим работы.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Токарный станок по дереву: устройство, конструктивные узлы, изготовление самодельного

Первый станок, необходимость в котором чувствует каждый мастеровой человек – настольный сверлильный, или попросту сверлилка. Но по его приобретении или изготовлении своими руками скоро оказывается, что нужно что-то и точить, а токарный станок стоит на порядок дороже. Велик оказывается соблазн сделать токарный станок универсальный вроде того, что на рис. ниже:

Самодельный универсальный токарный станок
Перед изобретательностью, умением и аккуратностью таких мастеров остается только снять шляпу. Да, на токарном станке по металлу можно точить и дерево; многие такие настольные токарные станки комплектуются вставками в шпиндельный патрон для удержания деревянной заготовки. Но – увы! – точности на металле самодельный универсальный токарный станок долго не удержит.
Дело не только в том, что усилие резания металла многократно больше, чем дерева. Сама физика обработки металлов резанием совершенно иная. Чтобы не вдаваться в основы, даже беглый поверхностный обзор которых потребует непомерно много места, возьмем и сопоставим: видали ли вы резец по металлу, острый как стамеска или железка рубанка? И что будет, если слесарным зубилом рубить дерево? Сверлилка еще может справиться с тем и другим материалом: там усилие резания симметрично сосредоточено на самом рабочем органе. Но что касается точки металла, то требования к станку, то требования к станку для нее оказываются такими, что станкостроение задолго до индустриальной эпохи выделилось в отдельную отрасль. Самый лучший машиностроительный завод сам себе станки не делает – не по плечу. Однако токарный станок по дереву собрать своими руками вполне возможно, и так, что максимально достижимую на дереве точность обработки +/–0,5 мм он будет держать долгие годы, если не десятилетия. Без 2-3 токарных операций по металлу все равно не обойтись (см. далее), но их в данном случае сможет выполнить на заказ токарь 2-3 разряда на обычном, не повышенной точности, станке, хоть бы и отреставрированном ДИП. И еще, конечно, нужно будет купить набор резцов для обработки древесины на токарном станке, см. рис.. Все остальное обязательных дополнительных затрат не потребует.

Набор резцов для обработки древесины на токарном станке
История и эволюция
Далее в тексте вам встретятся технические решения эффективные, но мастерам-любителям малоизвестные, т.к. в промышленности они по тем или иным причинам не применяются или применяются ограниченно. Однако изготовление самодельного токарного станка для обработки древесины они могут упростить и облегчить настолько, что из электроинструмента в некоторых случаях можно будет ограничиться ручной дрелью. Станкостроение тысячелетия развивается под знаком решения проблемы: как на станке точностью, к примеру, в 1 условную единицу длины сделать детали станка с точностью, допустим, 0,2 тех же единиц? И т.д., и т.п. Чтобы понять, как техника дошла до жизни такой, полезно будет ненадолго обратиться к истории.
Прародитель всех вообще станков для обработки материалов вращением – приспособление, с помощью которого люди неолита добывали огонь и сверлили рог, кость, камень, поз. 1 на рис; в последних случаях под сверло из дерева или кости подсыпали абразив из мокрого кварцевого песка. Первобытные кельты на том же принципе придумали токарный станок с ножным приводом, поз. 2; центра делались из заостренных обожженных кольев твердого дерева. В Англии сей агрегат в ходу до сих пор у мастеров-мебельщиков. Лес там по кварталам не рубят. Откупив на повал пару-тройку лесин, мастер потом охапками выносит к трассе готовые ножки, балясины и т.п. В ремесле подобного типа станок дожил прим. до начала XVIII века, поз. 3, хотя заготовка в нем вертится туда-обратно и мастеру приходится дополнительно отвлекаться, чтобы переворачивать резец.

Этапы эволюции токарного станка по дереву
В Древнем Египте уже в эпоху Среднего Царства был хорошо известен токарный станок с лучковым приводом, поз. 4. «Мотором» был, естественно, раб. В русской деревенской общине (в миру) с ее крепкими традициями взаимопомощи и взаимовыручки лучковый токарный станок дожил в глубинке до… 80-х годов прошлого века! Массовое индивидуальное деревянное строительство в планы пятилеток никоим образом не включалось, зато советское руководство в провинции смотрело сквозь пальцы на самовольную лесозаготовку в ограниченных размерах для собственных нужд или на несанкционированную закупку в леспромхозах диких бревен за универсальную советскую валюту крепостью 40 об. и вместимостью поллитра.
Для тонкой и/или мелкой работы ножной станок с бечевой и лучковый не годились: в дереве всегда есть неоднородности, а маховиком – гасителем крутильных колебаний была сама заготовка. Радикальные усовершенствования токарного станка ввел мастер Феодор в Древней Греции прим. в 400 г до н. э, поз. 6. Он дополнил ножной привод, во-первых, кривошипом – теперь заготовка вращалась в одну сторону. Во-вторых, сделал центра вращающимися и снабдил один из них захватом для удержания заготовки. В-третьих, ввел в кинематическую схему тяжелый маховик. Отдельные станки такой конструкции находились в эксплуатации на промышленных предприятиях до начала электрификации промышленности, поз. 7 – при тогдашнем полном отсутствии социальных гарантий труд неквалифицированного подсобника обходился дешевле затрат на содержание паровой машины.
Электрифицированный токарный станок по дереву (поз. 8 на пред. рис.) практически не изменился с конца XIX в (см. также рис. ниже):
- а – ротор мотора и др. массивные детали привода не требуют применения отдельного маховика;
- б – в зажимной патрон можно ставить различные наконечники для разного рода заготовок (см. далее) или сверло;
- в – подручник с поворотной полкой-упором для резца, установленный на подвижной каретке, дает возможность вести множество разнообразных рабочих операций;
- г – задняя бабка с вращающимся центром позволяет довести точность обработки до максимально возможной на дереве;
- д – винт подачи пиноли задней бабки (см. далее) дает возможность проводить сложную обработку заготовки в деталь в один установ. Дерево в процессе обработки поддается под давлением держателя и центра. Если задняя бабка закреплена жестко, заготовка в процессе обработки разбалтывается. Станок приходится останавливать и делать переустанов болванки, что никоим образом не способствует качеству работы.

Устройство и кинематическая схема современного токарного станка по дереву
А если без мотора?
Энергонезависимый токарный станок по дереву может пригодиться и в наши дни; скажем, на даче или необорудованной стройплощадке. Мускульной силы нормально развитого человека достаточно для обточки заготовок из обычного строевого леса диаметром прим. до 150 мм. На такой случай возможны 2 варианта (см. след. рис.): старый добрый станок с ножным приводом (размеры его важнейшего узла – кривошипа даны справа вверху); подробнее о нем см. далее, и обработка на козлах с ручным приводом бечевой (справа внизу на рис.). Лесину в обхват таким способом не оцилиндруешь, но проточить опорные столбы крыльца, беседки или навеса над мангалом возможно.

Устройство энергонезависимых токарных станков по дереву
Источник



