
Привод главного движения (ПГД)
Источниками движения в этом приводе могут быть асинхронные электродвигатели, в том числе и высокоскоростные, электродвигатели постоянного тока, гидродвигатели в виде обратимых гидронасосов для вращательного и в виде гидроцилиндров для поступательного движения. Настроечный орган привода, позволяющий регулировать параметры главного движения, может состоять из различных элементов, обеспечивающих ступенчатое и бесступенчатое регулирование, т.е. регулирование, при котором дополнительное звено получает несколько различных значений частот вращения или чисел двойных ходов в заданных пределах, например n1, n2, n3 … nz, или любое значение в пределах n1… nz.
Наиболее распространенные элементы привода для ступенчатого регулирования показаны на рис. 2.12-2.14. Регулирование может осуществляться сменными зубчатыми колесами (рис. 2.12), как во многих моделях зубообрабатывающих станков. Основным достоинством такого привода является простота. Однако его применение целесообразно лишь в том случае, когда не требуется частых переключений, так как время, потребное на настройку, сравнительно велико.

рис. 2.12. Регулирование с помощью сменных зубчатых колес
Ступенчатое регулирование можно осуществлять при помощи муфт и зубчатых колес, находящихся в постоянном зацеплении (рис. 2.13).
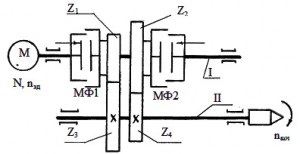
рис. 2.13. Регулирование с помощью зубчатых колес и муфт
При включении муфты МФ1 влево крутящий момент на шпиндель передается через пару z1/z2, а при включении вправо — через пару z2/z4. Здесь могут применяться как кулачковые, так и фрикционные муфты, управляемые вручную, от электромагнита или от гидравлики. Такой способ переключения позволяет его автоматизировать. На основе переключения муфтами созданы автоматические коробки скоростей (АКС), применяемые в станках с ЧПУ.
В приводах главного движения станков широко применяется регулирование при помощи передвижных блоков зубчатых колес (рис. 2.14). Блок колес z1; z3 и z5 может перемещаться на скользящей шпонке или по шлицам вдоль оси вала I и обеспечить поочередное зацепление z1/z2, z2/z4 , z2/z4. Переключение подвижными блоками колес применяется в коробках скоростей токарных, сверлильных, фрезерных и других станков. В ряде случаев в приводе главного движения применяется сочетание из перечисленных устройств.
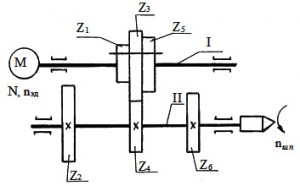
рис. 2.14. Регулирование с помощью передвижных блоков зубчатых колес
При бесступенчатом регулировании частоты вращения в приводе главного движения применяют электродвигатели постоянного тока, обладающие, однако, тем недостатком, что при небольшом диапазоне регулирования, определяемом как отношение D=nmax/nmin требуют устройств для преобразования переменного тока в постоянный, которым снабжаются промышленные предприятия. Для бесступенчатого регулирования в станках широко применяют вариаторы.
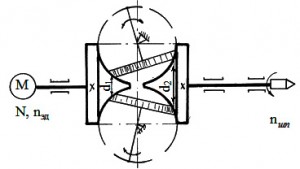
Наиболее широко в приводах главного движения используются торовые вариаторы (рис. 2.15) и клиноременные с раздвижными шкивами (рис. 2.16).
Диапазоны регулирования у вариаторов небольшие: Двар= 4 … 12, поэтому в приводах станков вариаторы применяются в сочетании со ступенчатой коробкой скоростей, что позволяет обеспечить заданный диапазон регулирования. Структура такого привода представлена на рис. 2.17.
При включении понижающей передачи в коробке скоростей при помощи вариатора можно изменить бесступенчато частоту вращения шпинделя от n1 до n2 = n1 Dвар.
При включении на другую, например, повышенную, передачу в коробке скоростей, можно получить бесступенчатое регулирование в пределах от n2 до nz = n2 Dвар, обеспечив, таким образом все значения частот вращения в пределах от n1 до nz бесступенчато и общий диапазон регулирования D = Dвар.
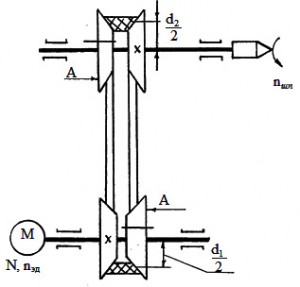
рис. 2.16. Клиноременный вариатор

рис. 2.17. Структура привода с вариатором (В) и коробкой скоростей (КС)
В ряде случаев бесступенчатое регулирование в приводе главного движения обеспечивается при помощи гидропривода.
На рис. 2.18 показана схема работы силового цилиндра, который может быть использован в протяжных и строгальных станках.
Масло от насоса по трубопроводам через распределитель 4 поступает в левую полость цилиндра 1, создавая давление, перемещает поршень 2 со штоком вправо. Масло из правой полости сливается в бак. При изменении положения распределителя перемещением влево (положение изображено штрихами) масло от насоса начинает поступать в правую полость цилиндра, а из левой полости — сливаться в бак. Изменяя объем жидкости, поступающей в рабочую полость цилиндра в единицу времени, можно бесступенчато регулировать скорость движения поршня П1.
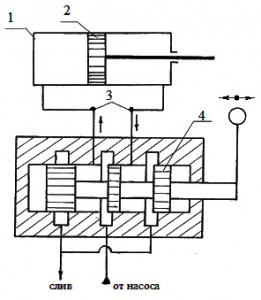
рис. 2.18. Регулирование с помощью гидропривода
Управление переключением в приводе главного движения осуществляется либо вручную, либо автоматически. Для ручного переключения каждый переключаемый элемент — передвижной блок, муфта, распределитель или др. соединяется с рукояткой управления, изменение положения которой ведет к перемещению переключаемого элемента в нужную позицию.
При автоматическом управлении переключение осуществляется при помощи пружин, электромагнитов или гидравлики, включаемых в работу по заданной программе.
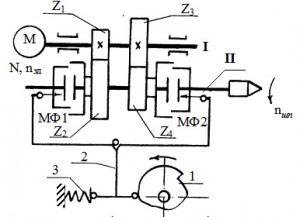
рис. 2.19. Управление фрикционными муфтами с помощью кулачка
На рис. 2.19 показана схема переключения фрикционной муфты от кулачка. При вращении кулачок 1 воздействует на нижний конец рычага 2 и, сжимая пружину 3, перемещает его влево. При дальнейшем вращении кулачка пружина 3 сначала вернет рычаг в исходное положение, обеспечивая включение муфты МФ1 то вправо, то влево.
Источник
Приводы главного движения и движения подачи
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Комплекс механизмов с источником движения, служащий для приведения в действие исполнительного органа станка с заданными характеристиками скорости и точности, называют приводом.
Металлорежущие станки оснащают индивидуальным приводом; на многих станках главное движение, движение подачи, вспомогательные движения осуществляются от отдельных источников — электродвигателей и гидравлических устройств. Изменение скорости может быть бесступенчатым и ступенчатым.
В качестве приводов металлорежущих станков используют электродвигатели постоянного и переменного тока, гидродвигатели и пневмодвигатели. Наибольшее распространение в качестве приводов станков получили электродвигатели. Там, где не требуется бесступенчатое регулирование частоты вращения вала, применяют асинхронные двигатели переменного тока (как наиболее дешевые и простые). Для бесступенчатого регулирования частоты вращения, особенно в механизмах подач, все большее применение находят электродвигатели постоянного тока с тиристорным регулированием.
К преимуществам применения электродвигателя в качестве привода относят: высокую скорость вращения, возможность автоматического и дистанционного управления, а также то, что их работа не зависит от температуры окружающей среды.
Среди передач движения от двигателя к рабочим органам станка наибольшее распространение получили механические передачи. По способу передачи движения от ведущего элемента к ведомому механические передачи подразделяются следующим образом:
- передачи трением с непосредственным касанием (фрикционные) или с гибкой связью (ременные);
- передачи зацеплением с непосредственным контактом (зубчатые, червячные, храповые, кулачковые) или с гибкой связью (цепные).
К передачам трением с гибкой связью относятся ременные передачи (рис. 3.14). В этих передачах шкивы ведущего А и ведомого Б валов охватывает ремень с определенной силой натяжения Г, обеспечивающей появление силы трения между ремнем и шкивами, необходимой для передачи усилия. Натяжение, ограничиваемое прочностью ремня, регулируется раздвиганием валов или специальным натяжным устройством.
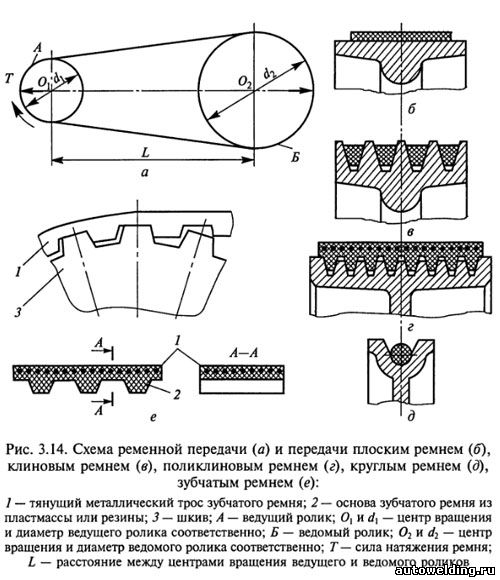
Ремни изготовляют из кожи, прорезиненной ткани, пластмассы, они имеют различную форму сечения. Ремни с плоским сечением (рис. 3.14, б) используют при передаче большой скорости (50 м/с и выше) с относительно небольшими усилиями. Большие мощности передаются несколькими клиновыми ремнями (рис. 3.14, в) или поликлиновым ремнем (рис. 3.14, г). Передачи ремнями с круглым сечением (рис. 3.14, д) используют при небольших относительных усилиях и в передачах между перекрестными валами. Широко применяют ремни с поликлиновым сечением (см. рис. 3.14, г) для увеличения силы трения (при том же натяжении, что и для плоских ремней).
В фрикционных и ременных передачах всегда происходит проскальзывание между трущимися поверхностями, поэтому реальное передаточное отношение для них
где i — теоретическое передаточное отношение; λ = 0,01. 0,02 — коэффициент проскальзывания.
Для исключения проскальзывания используют зубчатые ремни (рис. 3.14, e).
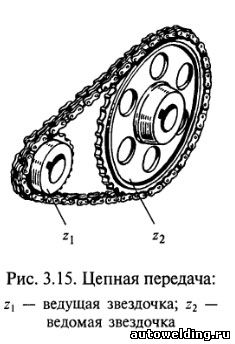
Цепные передачи (рис. 3.15) (для систем смазки и охлаждения), как и передача зубчатыми ремнями, более стабильно передают скорость вращения на ведомый вал и могут передавать большие мощности.
Зубчатая передача (рис. 3.16) — самая распространенная передача, так как обеспечивает высокую стабильность скоростей вращения, способна передавать большие мощности и имеет относительно малые габаритные размеры. Зубчатые передачи применяют для передачи вращения между валами (параллельными, пересекающимися, перекрещивающимися), а также для преобразования вращательного движения в поступательное (или наоборот). Движение от одного вала к другому передается в результате взаимного зацепления зубчатых колес, образующих кинематическую пару. Зубья этих колес имеют особую форму. Чаще всего встречается зубчатое зацепление, в котором профиль зубьев очерчен по кривой, называемой эвольвентой окружности или просто эвольвентой, а само зацепление называется эвольвентным.

Привод с коробками зубчатых колес является наиболее распространенным приводом главного движения и движения подач в металлорежущих станках и называется соответственно коробкой скоростей и коробкой подач.
Коробки скоростей (рис. 3.17) различают по компоновке и по способу переключения скоростей. Компоновку коробки скоростей определяет назначение станка и его типоразмер.

Коробки скоростей со сменными колесами используют в станках при сравнительно редкой настройке привода. Коробку характеризует простота конструкции, малые габаритные размеры.
Коробки скоростей с передвижными колесами (рис. 3.17, а) получили широкое применение преимущественно в универсальных станках с ручным управлением.
Недостатками этих коробок являются: необходимость выключения привода перед переключением передач; возможность аварии при нарушении блокировки и одновременном включении между смежными валами двух передач одной группы; относительно большие размеры в осевом направлении.
Коробки скоростей с кулачковыми муфтами (рис. 3.17, б) характеризуются малыми осевыми перемещениями муфт при переключениях, возможностью применения косозубых и шевронных колес, малыми усилиями переключения. К недостаткам относят необходимость выключения и притормаживания привода при переключении скоростей.
Коробки скоростей с фрикционными муфтами в отличие от коробок с кулачковыми муфтами обеспечивают плавное переключение передач на ходу. Кроме недостатков, присущих коробкам с кулачковыми муфтами, они характеризуются также ограниченным передаваемым крутящим моментом, большими габаритными размерами, пониженным КПД и др. Несмотря на это, коробки применяют в станках токарной, сверлильной и фрезерной групп.
Коробки скоростей с электромагнитными и другими муфтами, позволяющими применять дистанционное управление, используют в различных автоматах и полуавтоматах, в том числе в станках с ЧПУ. Для унификации привода главного движения таких станков отечественное станкостроение выпускает унифицированные автоматические коробки скоростей (АКС) семи габаритных размеров, рассчитанные на мощность 1,5. 55 кВт; число ступеней скорости — 4. 18.
В зависимости от вида используемых механизмов с зубчатыми передачами, служащих для настройки подач, различают следующие коробки подач:
- со сменными колесами при постоянном расстоянии между осями валов;
- с передвижными блоками колес;
- со встроенными ступенчатыми конусами (наборами) колес и вытяжными шпонками;
- нортоновские (с накидной шестерней);
- с гитарами сменных колес.
Для получения коробок подач с заданными характеристиками их часто конструируют, используя одновременно несколько перечисленных механизмов.
Нортоновские коробки применяют в приводах подач винторезных станков благодаря возможности точного осуществления заданных передаточных отношений i’. Преимущества коробок этого типа — малое число зубчатых колес (число колес — на два больше числа передач), недостатки — низкие жесткость и точность сопряжения включенных колес, возможность засорения передач при наличии выреза в корпусе коробки.
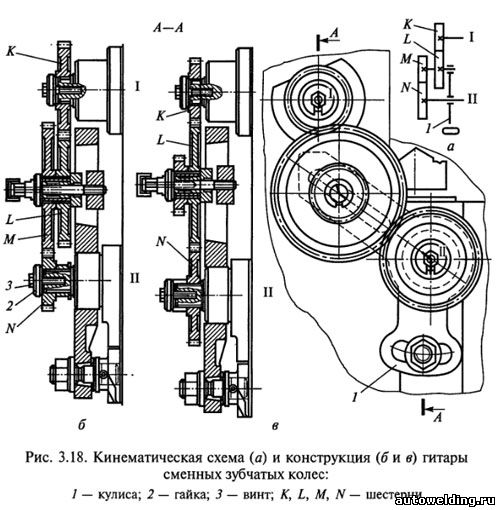
Коробки подан с гитарами сменных колес (рис. 3.18) дают возможность производить настройку подачи с любой степенью точности. Особенности гитар со сменными колесами делают их удобными для применения в станках различных типов, особенно в станках для серийного и массового производства. Такие станки комплектуются соответствующими наборами сменных колес.
Источник: Черпаков Б.И., Альперович Т.А. «Металлорежущие станки», учебник. -М. 2003
Источник



